APPLICATION

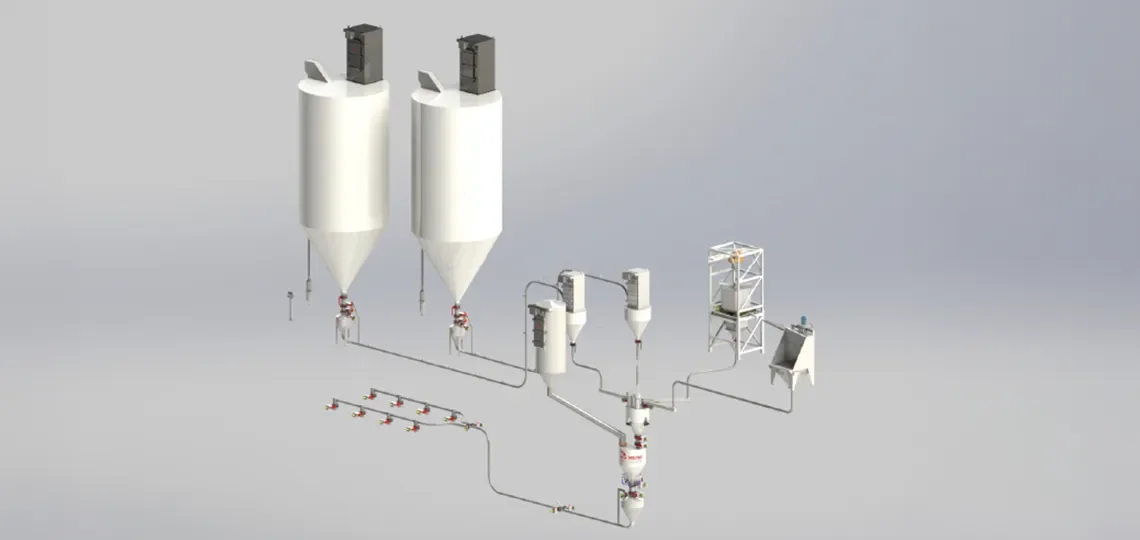
Batching and Weighing
At Powder Technology, we deliver end-to-end solutions for bulk material batching, accurate weighing, and efficient mixing systems, tailored to a wide range of industries including agriculture, plastics, chemicals, and food processing. From fertilizer blending and PVC compounding to food powder formulation, our systems are designed for precision, consistency, and reliability. With advanced automation and flexible configurationsmanual, semi-automatic, or fully automatedwe ensure optimal performance across all production scales.


Key Benefits of Our Batching & Mixing Systems:
High accuracy and repeatability in dosing and mixing
Reduced material waste and improved product consistency
Customizable to various material types (powders, granules, liquids)
Scalable design for small to large-scale operations
Integrated automation for better process control and efficiency
Full support from design to commissioning and maintenance
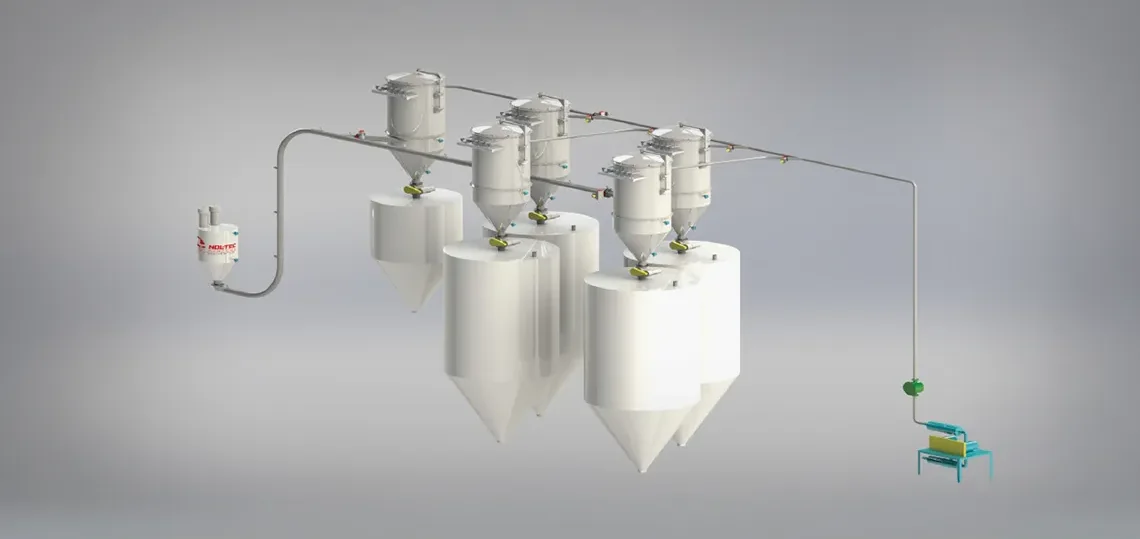
Pneumatic conveying
At Powder Technology, we specialize in dense phase pneumatic conveying systems engineered for the efficient and gentle transport of bulk materials in a variety of industries. Our solutions are ideal for handling delicate, abrasive, or mixed materials such as sugar, food powders, plastic pellets, and chemical granules. Dense phase conveying operates at low velocities with high pressure, allowing for precise control of conveying speed to protect the integrity of the material and the system itself. This method is particularly effective in preventing breakage of fragile materials like sugar crystals, minimizing wear on pipelines when handling abrasive substances, and avoiding segregation of blended or pre-mixed materials. Whether used in food processing, plastics manufacturing, or chemical production, our dense phase systems are custom-designed to deliver reliable, energy-efficient, and low-maintenance performance
Key Benefits of Dense Phase Pneumatic Conveying:
Controlled conveying speed to prevent breakage of fragile materials (e.g., sugar, granules, plastic pellets)
Reduces pipeline wear when transporting abrasive materials
Prevents segregation of blended or pre-mixed materials during transfer
Lower air consumption compared to dilute phase systems
Ideal for long-distance conveying or multiple discharge points
Reliable and consistent flow, even with cohesive or fine powders
Reduced maintenance and longer equipment lifespan



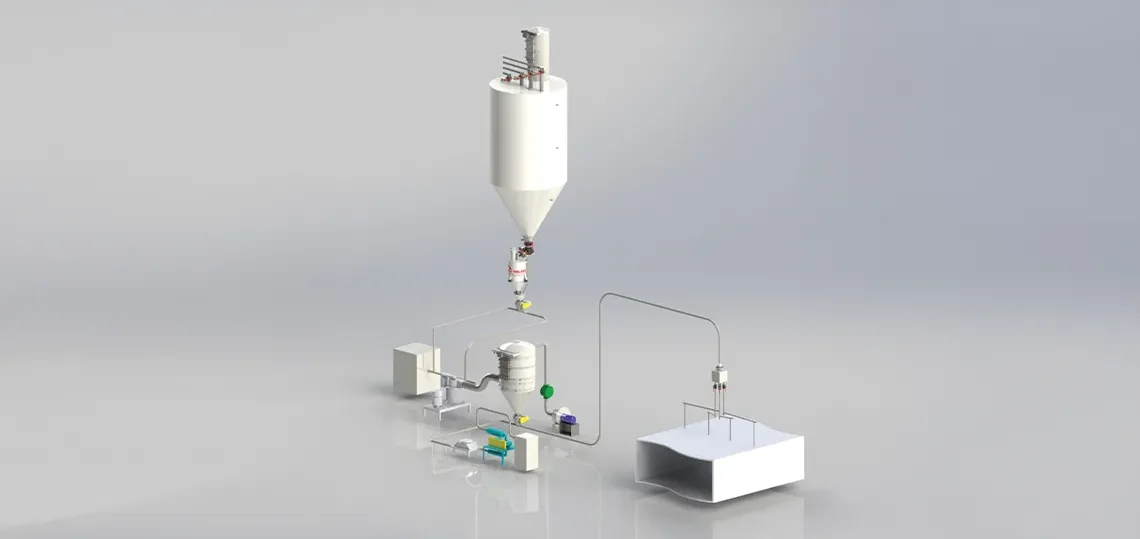
Air Pollution Control
At Powder Technology, we have extensive expertise in pneumatic conveying systems designed specifically for Dry Sorbent Injection (DSI) applicationsa proven method for reducing harmful emissions in industrial processes. Our systems are engineered to accurately and efficiently deliver dry sorbents such as sodium bicarbonate or hydrated lime into flue gas streams for the effective removal of acid gases like SO, SO, and HCl. With precise control over feed rates and conveying velocity, we ensure consistent sorbent dispersion and optimal reactivity, helping clients meet stringent environmental regulations while maintaining plant efficiency.
Key Benefits of Our DSI Pneumatic Conveying Systems:
Reliable and consistent sorbent delivery to the injection point
Precise feed rate control for effective pollutant capture
Minimizes sorbent waste, improving cost-efficiency
Low-velocity conveying reduces particle attrition and system wear
Scalable systems to meet varying emission control requirements
Supports compliance with environmental standards (EPA, etc.)
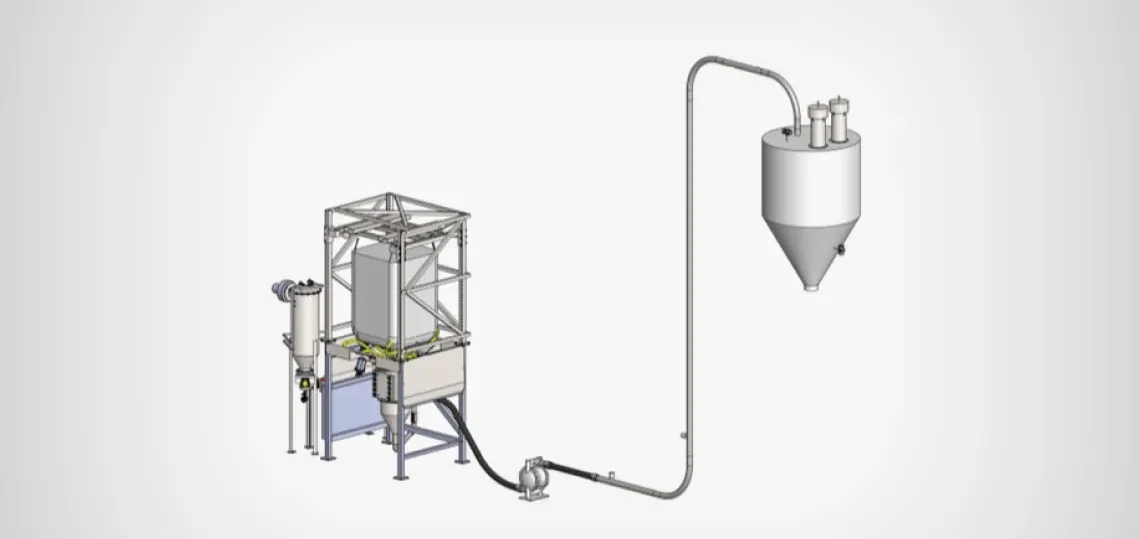
Storage and Unloading
At Powder Technology, we provide comprehensive solutions for bulk material storage and unloading, tailored to meet the needs of various industries handling powders, granules, and other dry bulk materials. Our expertise includes the design, supply, and integration of silos, hoppers, storage bins, and unloading systems that ensure safe, efficient, and reliable material flow. Whether you're storing cement, plastic resin, food ingredients, or chemicals, our systems are engineered to prevent material bridging, ensure mass flow, and enable smooth discharge into downstream processes. With options for truck, railcar, and bulk bag unloading, our solutions are designed to minimize downtime and optimize operational efficiency.
Key Benefits of Our Storage & Unloading Solutions:
Reliable material flow with minimal bridging or clogging
Customizable designs to fit space, volume, and material characteristics
Integration with conveying, weighing, and batching systems
Suitable for a wide range of bulk materials and unloading methods
Durable construction for long-term, low-maintenance performance
Increased plant efficiency and reduced handling time



- HOME HOME
- OUR PRODUCTS OUR PRODUCTS
- ABOUT POWER TECHNOLOGY ABOUT POWER TECHNOLOGY
- APPLICATION APPLICATION
- CONTACT CONTACT